
Heetpersen nabehandeling 3D-printen continu met koolstofvezel versterkt thermoplast
Heet persen na bewerking
| Hoewel het klassieke gesmolten depositie-gietproces (FDM) inherente voordelen heeft bij de vervaardiging van complexe structurele onderdelen, hebben de met deze technologie vervaardigde componenten nog steeds problemen met onvoldoende sterkte en lage hittebestendigheid. |
Om de sterkte van het product te vergroten, is het gebruik van lichtgewicht, zeer sterke vezelversterkte materialen een zeer effectieve methode. Sommige onderzoekers hebben gehakte vezels gemengd tot harsmaterialen en vezelversterkte draden verwerkt voor FDM. Hoewel het typische FDM-proces dat wordt geërfd door dergelijke gehakte vezelversterkte draden het voordeel heeft dat het complexe geomorfische componenten vormt, is de verbetering van de sterkte van het product niet erg voor de hand liggend en kan het niet voldoen aan de hoge sterkte-eisen die we hebben verwacht . Vergeleken met gehakte vezelversterkte materialen, kunnen continue vezelversterkte materialen de sterkte van het product aanzienlijk verhogen, maar vanwege de continue beperking van de vezel heeft de vormmethode een gebrek aan vermogen om complexe structurele onderdelen te vormen.
Om het bovengenoemde probleem van continu vezelversterkt gieten op te lossen, specialiseerden de onderzoekers MY en YK van de Japanse middelbare school zich in het ontwerp en de fabricage van een nieuw type extrusiemondstuk (Figuur 1).
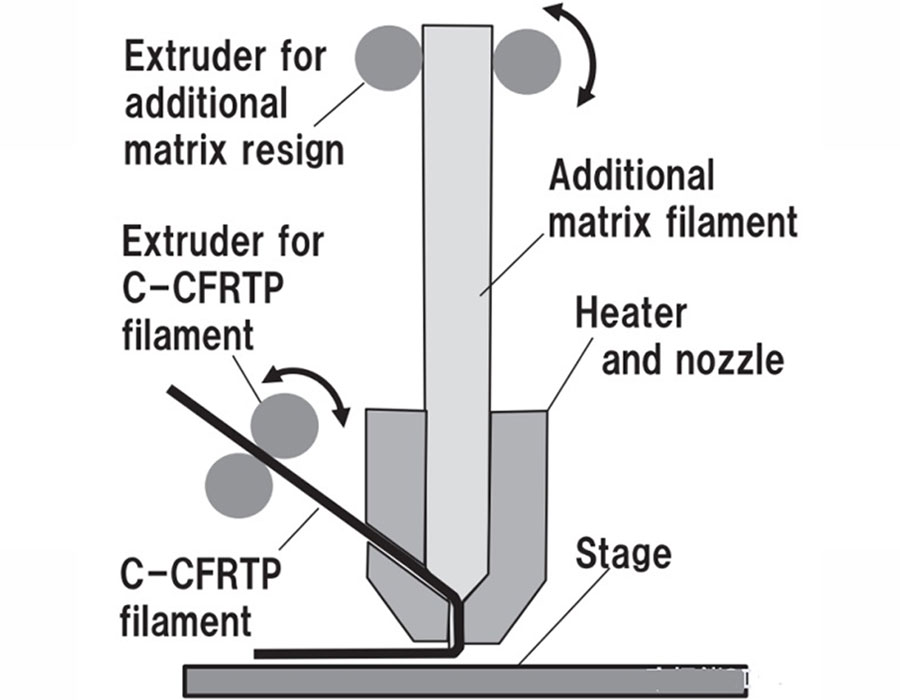
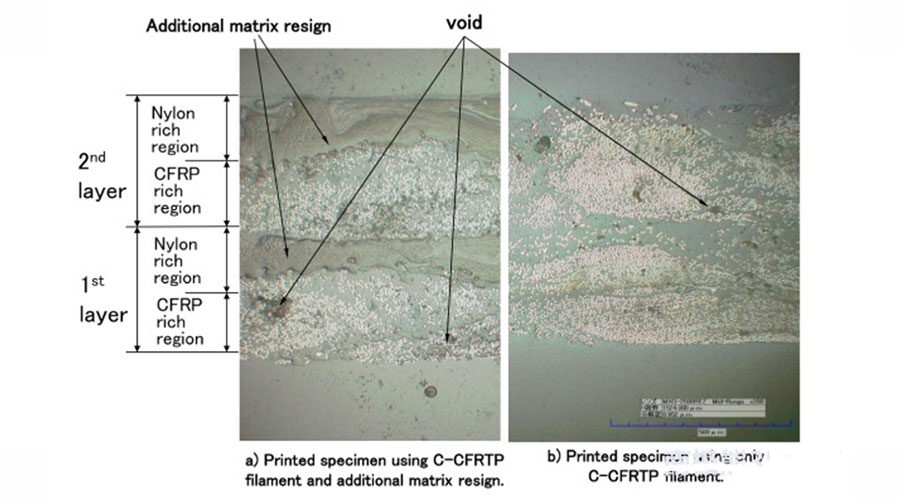
In tegenstelling tot conventionele continue vezelversterkte apparatuur, gebruikt het mondstuk twee toevoerinrichtingen om de toevoer van continue koolstofvezelversterkte thermoplastische draad en extra harsdraad te regelen. De door hen gebruikte continue vezelversterkte thermoplastische draad is een draad gemaakt van PA6-gewikkelde koolstofvezel met een diameter van 0.3 mm, waarbij het koolstofvezelvolumegehalte Vf wordt geregeld op 50% en het extra harsmateriaal nylon 645 is. -laagdoorsnede gedrukt door het mondstuk wordt getoond in Fig. 2. Het onderste deel van de enkele laag is een continu vezelversterkt thermoplastisch materiaal en het bovenste deel is een extra harsmateriaal. Zoals te zien is in de figuur, kan het extra harsmateriaal de vezelversterking goedmaken. De geul van het materiaal vermindert het ontstaan van holtes tijdens het printen.
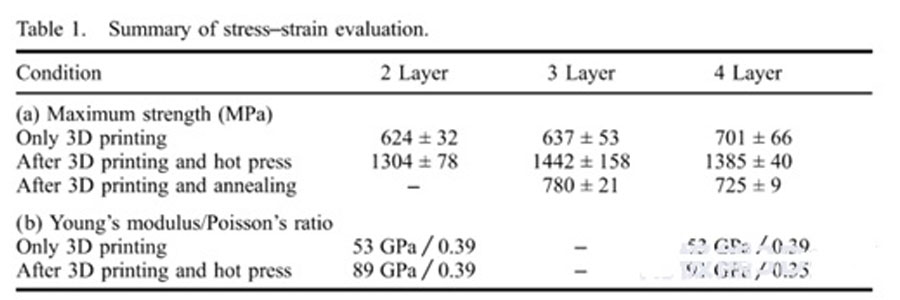
Daarnaast hebben MY en YK de door hen ontwikkelde apparatuur gebruikt om trekmonsters voor te bereiden en aan mechanische trekproeven te onderwerpen. De testresultaten toonden aan dat de elasticiteitsmodulus E van de monsters 53 Gpa bereikte, de Poisson-verhouding γ 0.39 en de treksterkte σb 701 MPa.
Volgens de waarnemingen van MY en YK speculeerden ze dat het bestaan van interne poriën in de enkele laag van het vormdeel een zeer significant effect had op de mechanische eigenschappen van het product, en werd aangenomen dat ze vervolgens het warmtebehandelingsproces bepaalden volgens de aard van het materiaal om het monster te verwarmen. En heet persen om interne porositeit te elimineren. De resultaten toonden aan dat de warmtebehandeling de treksterkte van het monster (20%), maar het monster na heet persen verdubbelde in elasticiteitsmodulus en treksterkte vergeleken met het onbehandelde monster. Onderzoekers geloven dat het hete persproces de poriën in de monolaag elimineert en resulteert in zo'n significante toename van de mechanische eigenschappen van het product.
Referenties: Yamawaki, M., & Kouno, Y. (2018). Fabricage en mechanische karakterisering van continue koolstofvezelversterkte thermoplast met behulp van een voorvorm door driedimensionaal printen en via hot-press molding. Geavanceerde composietmaterialen, 27 (2), 209-219. doi: 10.1080/09243046.2017.1368840
Link naar dit artikel: Heetpersen nabehandeling 3D-printen continu met koolstofvezel versterkt thermoplast
Reprint Statement: Als er geen speciale instructies zijn, zijn alle artikelen op deze site origineel. Vermeld de bron voor herdruk: https://www.cncmachiningptj.com/,thanks!
 PTJ® biedt een volledig assortiment op maat gemaakte precisie cnc-bewerkingscentrum China diensten.ISO 9001:2015 &AS-9100 gecertificeerd. 3, 4 en 5-assige snelle precisie CNC-bewerking diensten inclusief frezen, draaien volgens klantspecificaties, geschikt voor metalen en kunststof bewerkte onderdelen met een tolerantie van +/- 0.005 mm. Secundaire diensten omvatten CNC en conventioneel slijpen, boren,spuitgieten,plaatmetaal en stempelen.Prototypes, volledige productieruns, technische ondersteuning en volledige inspectie leveren automotive, ruimte, schimmel en armatuur, led-verlichting,medisch, fiets en consument elektronica industrieën. Op tijd geleverd. Vertel ons iets over het budget en de verwachte levertijd van uw project. We zullen samen met u een strategie bedenken om de meest kosteneffectieve services te bieden om u te helpen uw doel te bereiken, welkom om contact met ons op te nemen ( verkoop@pintejin.com ) direct voor uw nieuwe project.
PTJ® biedt een volledig assortiment op maat gemaakte precisie cnc-bewerkingscentrum China diensten.ISO 9001:2015 &AS-9100 gecertificeerd. 3, 4 en 5-assige snelle precisie CNC-bewerking diensten inclusief frezen, draaien volgens klantspecificaties, geschikt voor metalen en kunststof bewerkte onderdelen met een tolerantie van +/- 0.005 mm. Secundaire diensten omvatten CNC en conventioneel slijpen, boren,spuitgieten,plaatmetaal en stempelen.Prototypes, volledige productieruns, technische ondersteuning en volledige inspectie leveren automotive, ruimte, schimmel en armatuur, led-verlichting,medisch, fiets en consument elektronica industrieën. Op tijd geleverd. Vertel ons iets over het budget en de verwachte levertijd van uw project. We zullen samen met u een strategie bedenken om de meest kosteneffectieve services te bieden om u te helpen uw doel te bereiken, welkom om contact met ons op te nemen ( verkoop@pintejin.com ) direct voor uw nieuwe project.

- 5-assige bewerking
- CNC frezen
- CNC draaien
- Bewerkingsindustrieën
- Bewerkingsproces
- Oppervlakte behandeling
- Metaalbewerking
- Kunststofbewerking
- Poedermetallurgievorm:
- Die Casting
- Onderdelengalerij
- Auto metalen onderdelen
- Machine onderdelen
- LED-koellichaam
- Bouwdelen
- Mobiele onderdelen
- Medische onderdelen
- Elektronische onderdelen
- Bewerking op maat
- Bicycle Parts
- Aluminium bewerking
- Titanium bewerking
- Bewerking van roestvrij staal
- Koperbewerking
- Messing verspanen
- Bewerking van superlegeringen
- Peek-bewerking
- UHMW-bewerking
- Unilate Bewerking
- PA6 Bewerking
- PPS-bewerking:
- Teflon-bewerking:
- Inconel-bewerking:
- Bewerking van gereedschapsstaal
- Meer materiaal




